
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等
由电动机,减速器,气缸,缸盖,搅拌桨,填料函等组成。体积:0.5至100立方米。规格:直径DN600〜DN4000。法兰标准:提供各种标准,根据用户要求可选。搅拌桨和轴:桨,锚,框架,螺旋桨和其他形式。混合缸:由玻璃纤维增强塑料制成(内衬乙烯基树脂)。电气部分:用户也可以指定国内知名制造商的电动机和减速器。样式:垂直,水平。外观:半透明,特殊要求添加胶衣或色浆改变外观颜色。脚:可根据用户要求选择。材料是碳钢或不锈钢。玻璃纤维混合罐主要由混合罐主体和混合系统组成。罐体由高强度玻璃纤维整体绕组制成,不仅解
查看详情
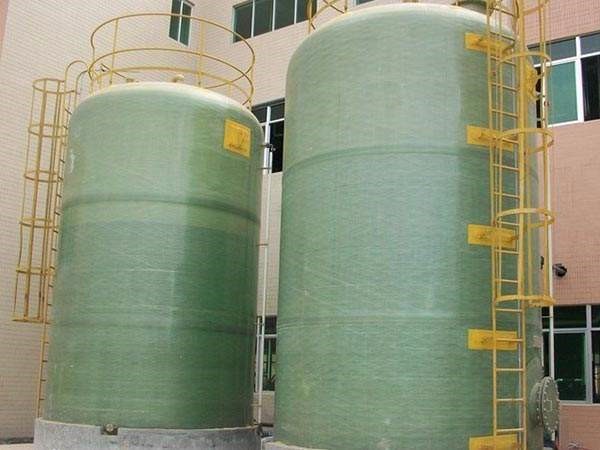
玻璃钢储罐是玻璃钢制品中的一种,其主要是以玻璃纤维为增强剂,树脂为粘合剂通过微电脑控制机器缠绕制造而成的新型复合材料。玻璃钢储罐具有抗腐蚀,高强度,质量轻,寿命长,由于其还具有可设计性灵活,工艺性强的特点,可以灵活的设计出运用在不同行业比如:化工、环保、食品、制药等行业中,正在逐步代替碳钢、不锈钢大部分市场领域。
查看详情
玻璃钢制品根据不同的腐蚀环境,可选用不同的防腐树脂,主要包括:间苯型不饱和聚酯树脂、乙烯基树脂、双酚A树脂、环氧树脂及呋喃树脂等,根据具体情况分别选用:对酸性环境,选用双酚A树脂、呋喃树脂等;对碱性环境,选用乙烯基树脂、环氧树脂或呋喃树脂等;对溶剂型使用环境,选用呋喃等树脂;当酸、盐、溶剂等腐蚀不是十分严重时,则可选用价格较为低廉的间苯型树脂。通过对内衬层不同树脂的选择,便可使玻璃钢制品广泛用于酸、碱、盐、溶剂等工作环境中,表现出良好的耐腐蚀性能。
查看详情固化特点:玻璃钢的固化可以提高强度10%以上,真空固化是提高玻璃钢制品强度的有效途径之一。制品在制造过程中,尚有部分残存的溶剂和其他低分子物,在常压下不能完全除去。妨碍树脂与玻璃纤维的牢固粘结,因而影响玻璃钢制品强度。采用真空固化方法可使低分子物挥发得较为完全,使玻璃钢制品更加致密。因此能提高容器强度。粘结剂中的固化剂在减压状态下应不易挥发,否则将会使固化剂挥发损失过大,使制品固化不完全,反而降低强度。
查看详情
全自动化的机械装置:从供料-缠绕-固化-切割-检测实现了真正意义上的自动化控制。整条生产线只需3-4人即可实施全程控制。管壁“3D打印”成型。----3D打印的本质:增量制造、逐层叠加。原材料在计算机控制下沿轴向布料,经过每圈钢带即成型一层,管壁经几十个薄层堆积而成。这与3D打印的原理一样,而且单个薄层的厚度越薄,其一体性越强,性能越优异。
查看详情
连续缠绕过程:1.轴支撑梁和箍状缠绕的闭环钢带形成内径可调的“模具”(连续缠绕的管是外径串联管)。2.主轴旋转,钢带在凸轮盘和铝梁推力器的作用下连续轴向传递。3.根据轴向设计位置并在程序计算控制器(PLC)和微型计算机(PLC)的控制下,沿“模具”排列连续纤维,短切纤维,石英砂,树脂和添加剂及其他材料。PC),的计量和切割。4.微电脑控制远红外加热和固化,并自动调节加热功率。5.根据设置的长度切割和修改管道端面。
查看详情
玻璃钢缠绕管道:●耐化学腐蚀,使用寿命长:其管道制品适合运送各种酸、碱、盐及有机溶剂等不同介质。●具有优良的物理力学性能:重量一般都不大于同规格钢管的1/3,此外,热膨胀系数与钢大体相同,热传导系数只有刚的0.5%,是一种很好的热和电绝缘体。●水力特性优异:玻璃钢的内表面相当光滑,一般表面能粗糙率可取0.008,几乎可认为是“水力学光滑管”。●设计灵活性大,改型周期短:则是纤维缠绕复合材料的显著特点,各种的金属管材无法与其相比。
查看详情二、玻璃钢管道制作工艺流程:→玻璃钢模具准备→设备调试、原材料准备→玻璃钢管道内衬制作→远红外固化站内衬固化→玻璃钢管道内衬质量检验→玻璃钢管道增强层缠绕→远红外管道整体固化→玻璃钢管道外观及主要尺寸检验→玻璃钢管道脱模→1.5倍工作压力水压试验及其它标准要求的检测项目→玻璃钢管道包装入库。。。。。
查看详情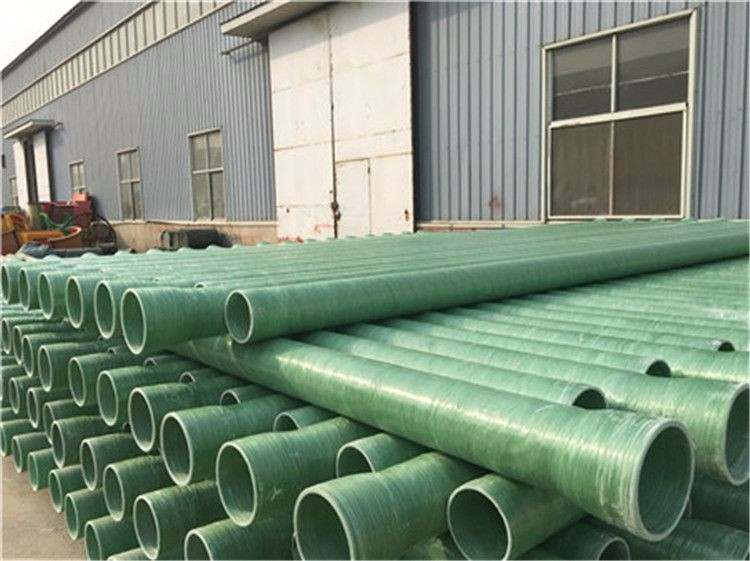
续缠绕玻璃钢夹砂管道定义及其核心技术特征:▶连续缠绕玻璃钢管道是指以玻璃纤维及其制品为增强材料,以不饱和聚酯树脂等为基体材料,以石英砂等无机非金属材料为填料,采用连续缠绕工艺方法制成,套筒式接头连接的管道。简称CWFP管。▶其核心是连续缠绕工艺和套筒式接头。▶连续缠绕工艺按照GB/T21238的定义:▶连续缠绕工艺是指在连续输出的模具上,把树脂、连续纤维、短切纤维和石英砂按一定要求采用环向缠绕方法连续铺层,并经固化后切割成一定长度管材的一种生产方法。▶核心要素是连续输出的模具、连续纤维、短切纤维和环向缠绕
查看详情
标准立项的目的和意义:▶连续缠绕工艺是夹砂管道的一种非常重要工艺方法,技术发展非常迅速。随着国内连续缠绕工艺用原材料体系、生产设备、控制技术的发展和日渐完善,连续缠绕工艺已经具备高度自动化,产品性能稳定可靠,整个工艺技术已经形成了一套很完整的体系。连续缠绕工艺正在成为夹砂管道制造技术的重要发展方向。
查看详情
