
专业定做玻璃钢梯子间厂家直
玻璃钢梯子间经过强度、钢度、抗疲劳、耐腐、耐磨、耐冲击等各项机械性能和物理性能检测及现场测试,证明玻璃钢梯子间具有质量轻,耐腐蚀、耐磨损、强度高、使用寿命长年以上)、平直度好、阻燃、抗静电等系列优点。目前国内外新建矿井已全面推广使用,由于该产品的特点优越,并具有为矿井服务的超长使用年限,因此是现代矿井建设中使用的产品。
热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。

专业定做玻璃钢梯子间厂家直
玻璃钢的制作基本上分两大类,即湿法接触型和干法加压成型。如按工艺特点来分,有手糊成型、层压成型、RTM法、挤拉法、模压成型、缠绕成型等。手糊成型又包括手糊法、袋压法、喷射法、湿糊低压法和无模手糊法。
我国有90%以上的FRP产品是手糊法生产的,其他有模压法、缠绕法、层压法等。日本的手糊法仍占50%。从世界各国来看,手糊法仍占相当比重,说明它仍有生命力。手糊法的特点是用湿态树脂成型,设备简单,费用少,一次能糊10m以上的整体产品。
玻璃钢梯子间简介及技术性能接受概述:产品特点:立井玻璃钢复合材料梯子间,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等特点,故而能减轻施工强度,延长服务年限,节约矿进建设投资,减少服务期间的维修费用。本产品适用于各种立井井筒布置的不同大致可分为4m、5m、6m三种(层间距)规格。我公司生产的梯子间玻璃钢复合材料产品及封闭式梯子间玻璃钢复合材料,采用国内先进的玻璃钢复合材料工艺配方,用整体钢模对压成型,模具设计先进,产品规格标准,分子聚合密度高,有可靠的质量保证。

专业定做玻璃钢梯子间厂家直
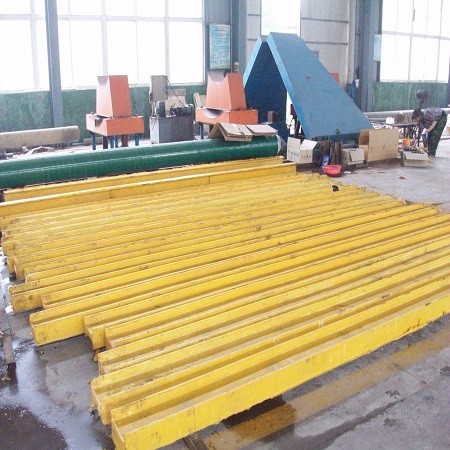
模压型玻璃钢复合梯子间
立井玻璃钢复合材料梯子间装备产品,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、抗老化、耐腐蚀、强度高安装方便等特点。相对钢材焊接的同类产品,有超越其服务年限3∽4倍的优点。可直接减少矿井建设投资,减少服务期间的维修费用,具有非常明显的经济效益和社会效益。是目前我国矿井建设广泛推广应用的新型产品。
平台:使用方材50*20或矩形管材150*50-10管材φ26-φ16棒材φ16,按图纸设计组合成型。栅栏:使用方材40*20、管材φ26-φ16、棒材φ16,按图纸设计组接成型。梯子:梯子架型材:方材100*30、方材95*25-φ16、管材φ26-φ16、棒材1φ6,按图纸组接成型。F托钩、拉钩:该部件是钢芯经过除锈复合玻璃钢制品,是用于栅栏上、下端与大量(小梁)相连接的构件。紧固件:该部位是规格不一螺栓及非标异形件,主要作用是正面栅栏与侧面栅栏连接,梯子与平台、小梁的连接,栅栏、钩子、小梁、平台的连接,小梁与牛腿、井壁的连接,钩子与大梁、栅栏的连接,是经热侵锌防腐处理的金属构件。

玻璃钢梯子间如何保养、维护及运输贮存?玻璃钢梯子间耐腐蚀性能良好,一般不需保养,维护。如非人为的将梯子间损坏,请及时与我们联系,我公司将派专人带原料现场修补,以达到使用要求。运输前须将各构件分类包装,大件采用角、槽钢或木板组装框架,整齐排放,小件采用木箱包装,各构件须与车体牢牢固定。在运输及装卸过程中不应受到剧烈的撞击、抛掷。贮存厂地应平整,无杂物,堆放不易太高,栅栏、梯子堆放不得超过1.5米为宜。存放时各构件应平整堆放,不得错位,其上部不得压有重物。不得长期露天存放,以防烈日曝晒和受压变形,并且远离火源。如货到长时间不安装,要存放在仓库或厂棚内,可露天存放一个月。
以剥壳、锈化为主的酸洗工艺--其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。此种拉丝粉尘较少,是目前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。以剥壳、磷化为主的酸洗工艺.工艺流程。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干
专业定做玻璃钢梯子间厂家直
脱脂:可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。酸洗:可用H2SO415%,硫脲0.1%,40~60℃或用HCl20%,乌洛托品3~5g/L,20~40℃进行酸洗。加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量,同时加入抑雾剂抑制酸雾逸出。脱脂及酸洗处理不好都会造成镀层附着力不好,镀不上锌或锌层脱落。浸助镀剂:也称溶剂,可保持在浸镀前工件具有一定活性避免二次氧化,以增强镀层与基体结合,并加入一定量的防爆剂.烘干预热:为了防止工件在浸镀时由于温度急剧升高而变形,并除去残余水分,防止产生爆锌,造成锌液爆溅,预热一般为80~140℃。

