
目前,玻璃钢管道工业发展很快,年产量日趋增加,且每年以5%~10%的速度递增。由于玻璃钢管道缠绕设备的改造,我们玻璃钢管道工业才真正开始了大发展。玻璃钢管道纤维缠绕生产线已有很多条。生产的玻璃钢管道质量已经可以和市场上的产品相媲美。 尽管如此,与巨大的管道市场相比.玻璃钢管道所占份额仍很低,因为还有许多用户对缠绕玻璃钢管道的优良性能还不十分了解,对玻璃钢管道的应用还缺乏足够的认识,对选用玻璃钢管道仍迟疑不定。因而,我们将通过对缠绕玻璃钢管道的性能的分析和在各个领域中的应用。让更多的人认识和了解它,以期进一步推动玻璃钢管道工业向前发展。

概述:石英砂纤维缠绕玻璃纤维管是利用增强层将石英砂夹在纤维缠绕过程中,使其具有三明治结构,从而降低了玻璃纤维管的综合成本,提高了管道的整体刚度和强度。石英砂管的叠层结构由内衬层,过渡层,结构层和外表面层四部分组成。玻璃钢砂管可靠,安全,经济。它主要用于地下管道和长距离管道。具有重量轻,强度高,耐腐蚀,使用寿命长,运行维护成本低等特点,可为建设项目节省大量资金。
苏州玻璃钢缠绕管道加工
石英砂纤维缠绕玻璃钢管道,就是在纤维缠绕工艺中,利用加强层将石英砂夹入其中,使其具有夹芯的结构,这样即降低了管道的玻璃钢综合造价成本,又提高了管道的整体刚度和强度。石英夹砂管道层合结构由:内衬层、过渡层、结构层、外表层四部分组成。玻璃钢夹砂管具有可靠性、安全性以及经济性,主要用于埋地管和长输管线,具有轻质高强、抗腐蚀、使用寿命长、运行和维修成本低等特点,可为建设工程节约大量资金。

苏州玻璃钢缠绕管道加工
标准立项的目的和意义:▶连续缠绕工艺是夹砂管道的一种非常重要工艺方法,技术发展非常迅速。随着国内连续缠绕工艺用原材料体系、生产设备、控制技术的发展和日渐完善,连续缠绕工艺已经具备高度自动化,产品性能稳定可靠,整个工艺技术已经形成了一套很完整的体系。连续缠绕工艺正在成为夹砂管道制造技术的重要发展方向。
玻璃钢管道工艺详细说明:(1)准备工序:a、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;b、清理模具。要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护;c、缠聚酯薄膜。为方便管道脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB13950-1992的要求。

发展历史▶1987年,河北中意玻璃钢有限公司引进定长缠绕生产线▶1992年河北中意玻璃钢有限公司引进定长缠绕夹砂管道生产线▶此后得到迅速发展,具不完全统计目前有近800条定长缠绕生产线。。特点▶设备简单,要求低,方便灵活▶投资小,成本低▶自动化程度有限▶操作人员多,人为因素较多,稳定性相对较差▶行业门槛低,生产厂家多,良莠不齐▶生产效率较低▶检验代价大▶承插连接影响水力性能
三种工艺玻璃钢管道的特点:定长:连续纤维间歇法多工位低自动化,离心:短切纤维间歇法单工位较高自动化,连续:连续纤维+短切纤维连续法高自动化信息化。。定长缠绕工艺:▶是出现的玻璃钢管道成型工艺,为间歇式生产,其生产线属于半自动化生产设备,单根管道可以达到12m,产品质量的稳定性主要取决于操作工的熟练程度,而且生产效率低。结构承力层为连续纤维,无短切纤维,可以承受较高内压,层间强度低,外压易分层。
连续缠绕管道行业标准的特点:体现连续缠绕管道的高性能,发挥标准的行业技术引领作用。▶确定连续缠绕工艺的定义和统一英文缩写简称CWFP管▶明确CWFP管的核心特征是管壁均匀分散的大量短切纤维(不低于管道质量的9%)▶轴向拉伸强度要求比国标大幅提高到50%▶环向弯曲挠曲水平B提高30%,并在产品标记中予以明确,指导用户检测,CWFP-1200-0.6-5000(26%)▶增加资料性附录:长期环向弯曲疲劳性能测试,鼓励进行相关测试,100万次重复加载,变形量为0-A水平的50%,例如SN5000Pa为6%变形量,100万次重复加载后,环刚度的不低于初始刚度的95%。
苏州玻璃钢缠绕管道加工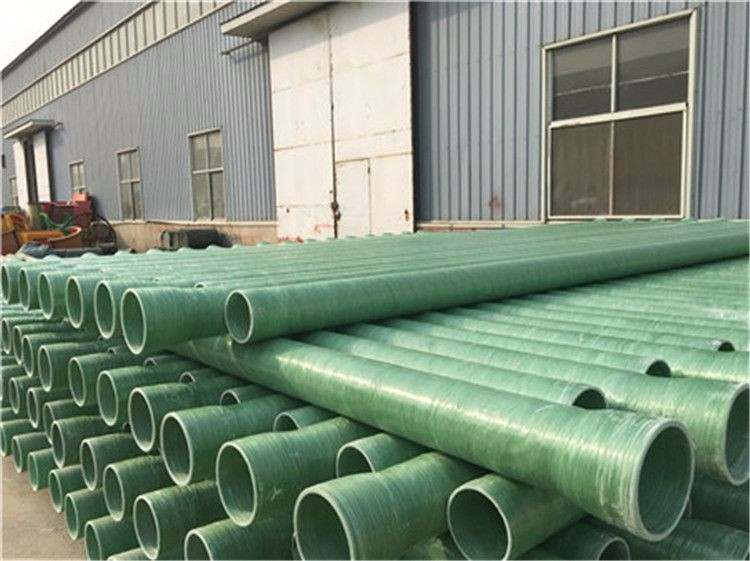
(7)修整、脱模:待管道的巴氏硬度大于30时,对管道端口进行修整。然后用液压脱模机将管道和模具分离,并在其管道中间部分按要求作标记。(8)管道水压试验及摆放:每批管道按规定进行水压试验,注满水,均匀升压至管道设计压力的1.5倍,并保持不低于2分钟,仔细检查管道的表面和压力表。试压合格后二点支撑摆放管道

