
东莞玻璃钢缠绕管道哪里有卖
种工艺玻璃钢管道的特点
定长:连续纤维 间歇法 多工位 低自动化
离心:短切纤维 间歇法 单工位 较高自动化
连续:连续纤维+短切纤维 连续法 高自动化信息化
东莞玻璃钢缠绕管道哪里有卖
FRP管缠绕工艺的特点:定长缠绕FRP管成型工艺是连续生产的。该生产线是全自动生产设备,生产效率高,产品质量稳定。应用的承重材料是连续纤维和短切纤维,该连续纤维具有很高的拉伸强度,短切纤维连接在一起,管壁具有很强的集成性,并且管子具有承受内外压力的能力。1.设备复杂,价格高,要求高,灵活性差2.自动化程度高,对整个过程进行监控3.操作人员少,人为因素低4.行业门槛高,制造商数量相对较低,标准是5.生产效率高。良好的生产环境6.产品质量高,更加均匀,稳定,可靠7.检查和维护方便8。玻璃钢砂管套连接,液压性能好
发展历史▶1987年,河北中意玻璃钢有限公司引进定长缠绕生产线▶1992年河北中意玻璃钢有限公司引进定长缠绕夹砂管道生产线▶此后得到迅速发展,具不完全统计目前有近800条定长缠绕生产线。。特点▶设备简单,要求低,方便灵活▶投资小,成本低▶自动化程度有限▶操作人员多,人为因素较多,稳定性相对较差▶行业门槛低,生产厂家多,良莠不齐▶生产效率较低▶检验代价大▶承插连接影响水力性能
1月30日,国内首条自主研发连续缠绕玻璃钢管道生产线在中复连众顺利投产,该生产线达到国际先进水平,标志着玻璃钢管道生产开启新的里程碑。缠绕玻璃钢管道生产工艺具有生产过程不间断、生产效率明显提高、原材料消耗少、生产环境环保、劳动强度低等特点,是现有定长缠绕玻璃钢管道生产工艺的升级换代工艺。连续缠绕将生产工艺和生产设备相结合,树脂、固化剂、短切玻璃纤维等主要原材料采用精准计量自动添加,将生产过程中人为因素的影响降到了很低,缠绕工艺参数严格按照工艺单实现,质量非常稳定,并且由于生产的特性,可以在生产过程中随时在线切割检测管道性能,质量控制环节优于定长缠绕工艺。
2)制衬工序:a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
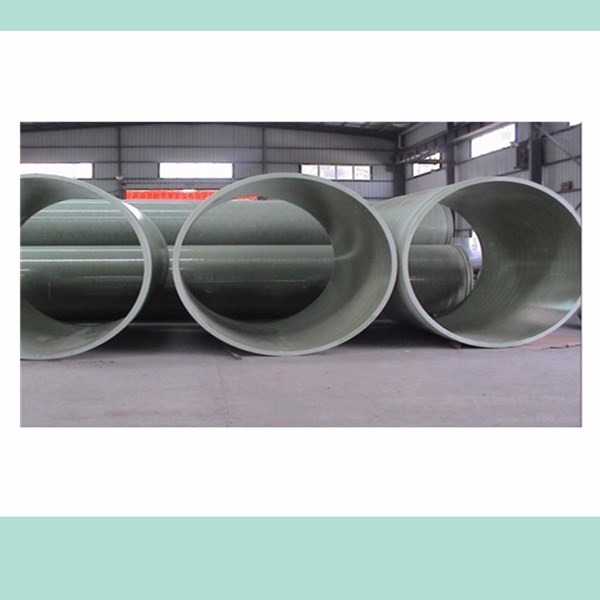
玻璃钢夹砂管道的应用:1、饮用水输送干线管及配水管。2、污水管道、雨水管道。3、农业灌溉用管。玻璃钢缠绕管道的主要成型工艺:由计算机控制,在芯模上按规定的与纤维缠绕玻璃钢管相同的工艺制造内衬,凝胶后按设计好的线型和厚度缠绕结构层,并将石英砂与树脂混合的砂浆缠在结构层中,再缠绕外保护层。原、辅材料:树脂、短切纤维、连续玻璃纤维和石英砂。产品规格:压力等级:0.1MPa、0.6MPa、1.0MPa、1.6MPa、2.0MPa、2.5MPa。刚度等级:SN1250、SN2500、SN5000、SN10000。

整个缠绕过程由微机控制,具有线型美观、精准度高、操作方便等特点。
管道工作温度为-40℃-80℃,经特殊配比的管道可耐110℃高温,冰冻介质下管道不裂。如用于大、中流量的管道,大口径石英夹砂管道的工程造价比同直径的钢管低30%,与水泥管相当,且运输便利,施工费用低,无须维护。使用寿命长达50年以上。


▶生产过程环保性能好:作业环境好、排放少且可控。▶外径系列:由于连续缠绕管道采用外径系列标准而实现方式是采用钢带成型的轮毂内径模具,因此要求管道的壁厚需严格双向控制,壁厚既不能大也不能小,不似其他两种工艺的壁厚要求是单向控制,即壁厚不小于某值即可,这样的壁厚要求也必然对管道的材料投放提出了比其他两种工艺更严苛的要求
行业标准的基本思想:▶目前,随着连续缠绕管道的发展和不断使用,连续缠绕砂管道的优异性能也被用户广泛认可和重视。在制定现行管道标准(GB/T21238-2007)时是考虑到国标的广泛性和适用性,但该标准主要侧重于定长缠绕管道的性能指标,未作特别的规定。用于连续缠绕的管道。根据规定,现行国标不适用于连续管道产品的监督和质量管理。因此,在现行国标的基础上,有必要制定出连续缠绕管的行业标准,并对连续缠绕管的一些特殊性能进行完善,补充和完善。
东莞玻璃钢缠绕管道哪里有卖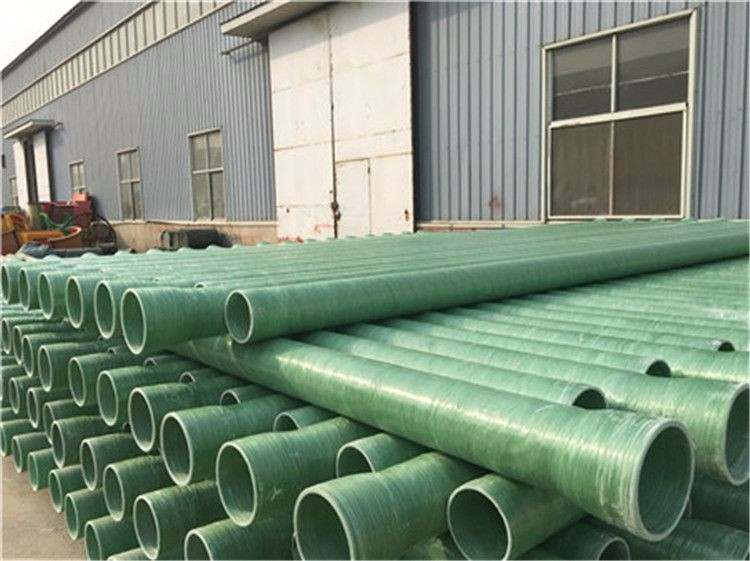
全自动化的机械装置:从供料-缠绕-固化-切割-检测实现了真正意义上的自动化控制。整条生产线只需3-4人即可实施全程控制。管壁“3D打印”成型。----3D打印的本质:增量制造、逐层叠加。原材料在计算机控制下沿轴向精准布料,经过每圈钢带即成型一层,管壁经几十个薄层堆积而成。这与3D打印的原理一样,而且单个薄层的厚度越薄,其一体性越强,性能越优异。

