
目前,玻璃钢管道工业发展很快,年产量日趋增加,且每年以5%~10%的速度递增。由于玻璃钢管道缠绕设备的改造,我们玻璃钢管道工业才真正开始了大发展。玻璃钢管道纤维缠绕生产线已有很多条。生产的玻璃钢管道质量已经可以和市场上的产品相媲美。 尽管如此,与巨大的管道市场相比.玻璃钢管道所占份额仍很低,因为还有许多用户对缠绕玻璃钢管道的优良性能还不十分了解,对玻璃钢管道的应用还缺乏足够的认识,对选用玻璃钢管道仍迟疑不定。因而,我们将通过对缠绕玻璃钢管道的性能的分析和在各个领域中的应用。让更多的人认识和了解它,以期进一步推动玻璃钢管道工业向前发展。

概述:石英砂纤维缠绕玻璃纤维管是利用增强层将石英砂夹在纤维缠绕过程中,使其具有三明治结构,从而降低了玻璃纤维管的综合成本,提高了管道的整体刚度和强度。石英砂管的叠层结构由内衬层,过渡层,结构层和外表面层四部分组成。玻璃钢砂管可靠,安全,经济。它主要用于地下管道和长距离管道。具有重量轻,强度高,耐腐蚀,使用寿命长,运行维护成本低等特点,可为建设项目节省大量资金。
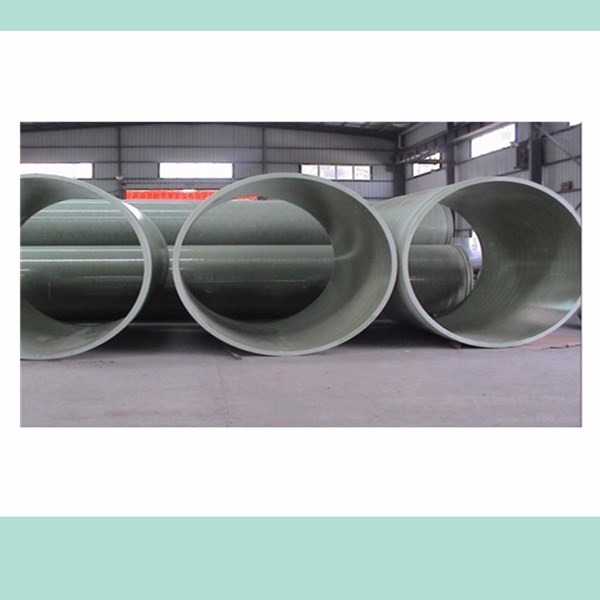
天津销售玻璃钢缠绕管道
石英砂纤维缠绕玻璃钢管道,就是在纤维缠绕工艺中,利用加强层将石英砂夹入其中,使其具有夹芯的结构,这样即降低了管道的玻璃钢综合造价成本,又提高了管道的整体刚度和强度。石英夹砂管道层合结构由:内衬层、过渡层、结构层、外表层四部分组成。玻璃钢夹砂管具有可靠性、安全性以及经济性,主要用于埋地管和长输管线,具有轻质高强、抗腐蚀、使用寿命长、运行和维修成本低等特点,可为建设工程节约大量资金。

天津销售玻璃钢缠绕管道
璃钢缠绕管道结构特点:1)具有优良的抗腐蚀性能,不要阴极防腐保护及其它防腐措施,不会对水和其它介质产生二次污染。产品使用寿命长。(2)重量轻,管道重量仅占同规格、同长度球墨铸铁管的1/4,水泥管道的1/10。运输装卸方便,易于安装。(3)单根管道长度长减少管线接头,加速安装速度,提高整条管线质量。4)管壁内壁光滑减少流阻、提高流速、降低能耗。用较小口径的管道输送同等流量的流体,与同规格钢管相比可提高流量的10%左右;不结垢,长期使用不降低流速。扰和重蚀环境中电缆的防护都有较好效果。
玻璃钢管道工艺详细说明:(1)准备工序:a、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;b、清理模具。要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护;c、缠聚酯薄膜。为方便管道脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB13950-1992的要求。
续缠绕玻璃钢夹砂管道定义及其核心技术特征:▶连续缠绕玻璃钢管道是指以玻璃纤维及其制品为增强材料,以不饱和聚酯树脂等为基体材料,以石英砂等无机非金属材料为填料,采用连续缠绕工艺方法制成,套筒式接头连接的管道。简称CWFP管。▶其核心是连续缠绕工艺和套筒式接头。▶连续缠绕工艺按照GB/T21238的定义:▶连续缠绕工艺是指在连续输出的模具上,把树脂、连续纤维、短切纤维和石英砂按一定要求采用环向缠绕方法连续铺层,并经固化后切割成一定长度管材的一种生产方法。▶核心要素是连续输出的模具、连续纤维、短切纤维和环向缠绕▶核心特征是管壁均匀分散的大量短切纤维(不低于管道质量的9%)
▶重复加载弯曲性能优:DN500管道,SN8000,竖向位移42mm100万次,结构无破坏1Hz,DN600管道,SN10000,竖向位移42mm,5000次重复加载,管壁无损伤0.5Hz。▶弯曲强度裕度大。。连续缠绕工艺设计▶钢带宽度▶推进速度▶供料速度▶各组分比例▶纱线规格▶纱线间距▶纱团数▶内衬宽度▶内结构层宽度▶夹砂层宽度▶外结构层宽度▶外保护层宽度。。
行业标准的作用:编制本行业标准,既是对目前标准体系的必要补充和完善,还可以有效提高玻璃钢夹砂管道相关标准的技术水平,加快标准更新速度,更是要规范连续缠绕玻璃钢夹砂管道的制造和应用,保证产品质量水平,规范玻璃钢管道行业的发展,促进企业的技术进步与产品的升级换代,充分发挥标准的引领作用。通过标准的规范统一和技术指标门槛的相对提高,限制低质量产品的生产和应用。为项目建设单位、工程施工单位、管道生产单位提供统一的评价标准,使工程建设项目在设计、制造、验收等环节实现有规可依。
天津销售玻璃钢缠绕管道
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量要求;d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;e、进入内衬远红外深度固化工序。

