
淄博玻璃钢梯子间哪家专业

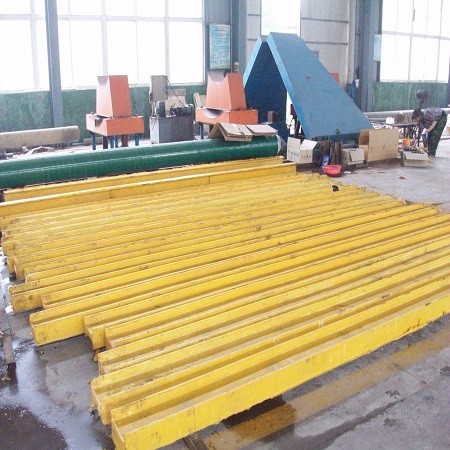
拉剂型玻璃钢梯子间:概述:拉挤玻璃钢梯子间中玻璃钢型材是由玻璃纤维纱、玻璃纤维连续毡等,在拉挤设备的牵引下浸胶后经模具系统加热成型,从而得到表面光洁、强度极高的玻璃钢型材,型材再按图纸切割下料,组接成拉挤式玻璃钢平台、梯子、栅栏等品质轻高强,比传统模压产品外观秀丽、舒适,受到用户、设计及施工单位的亲睐。拉挤玻璃钢产品据有良好的防腐性,所以在具有腐蚀性的环境的工程中是替代钢材的产品,将越来越得到广泛的应用。
玻璃钢梯子间主要性能介绍:玻璃钢梯子间用钢和玻璃钢复合材料加工制作,玻璃钢外覆材料、钢材等按矿井使用设计要求制造而成的,安装于立井井筒内,供井筒检修或人员紧急上井所用的工程系列产品,具有阻燃、抗静电、耐腐蚀等特点,是现代化矿井使用产品。
有的单位将此种工艺用于一般弹簧钢丝的毛坯和半成的拉拔。但在热处理时,仅适用于电接触炉,而不适用于燃料热处理炉,因其会引起马弗砖炉孔的堵塞(电接触炉则无此缺陷)。此种工艺并不适用予毛坯的酸洗,对于粗规格的线材,由于拉拔后残留的磷化层较厚,还会引起挂铅,尤其不利于高度钢丝,并且成本较高。(4)以正火、锈化为主的酸洗工艺其工艺流程为:线材-→正火-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。这种工艺与上述不同,它不剥壳去锈而需经过正火,适用于较高强度弹簧钢丝的毛坯和其他钢丝半成品的拉拔。
玻璃钢的特点有哪些
1、玻璃钢的重量很轻,相对密度在1.5-2.0之间,只有碳钢的1/4-1/5,但它的拉伸强度却与碳钢接近,甚至超过碳钢。
2、玻璃钢具有很轻的耐腐蚀性,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。
3、玻璃钢还具有很好的绝缘性和可设计性等优良特性。

改善零件的机械性能:机械零件经喷砂后,能在零件表面产生均匀细微的凹凸面(基础图式),使润滑油得到存储,从而使润滑条件改善,并减少噪声提高机械使用寿命。光饰作用:⑴对各种工件表面抛光,使工件表面更美观。使工件达到光滑又不反光要求、即达到一定的表面粗糙度。对于某些特殊用途工件,喷砂可随意实现不同的反光或亚光。如不锈钢工件、木制家具表面亚光化,磨砂玻璃表面的花纹图案,以及布料表面的毛化加工等。
节省钢材及维修费用:梯子间采用矿用玻璃钢专用拉挤型材组装而成,节省了大量钢材,因其耐腐蚀性能更加良好,不需维护、更换,节省了维修费用和因维修而停产所造成的损失,具有良好的社会和经济效益。可设计性好,易形成标准化:立井井筒直径小到3米,大到8米,梯子间层间距4-6米/层,我公司玻璃钢梯子间采用模压型玻璃钢或标准矿用玻璃钢拉挤型材,其中拉挤型玻璃钢可任意切割组装,能适宜于各类井筒。械化成型,生产效率高,产品质量稳定
玻璃钢的特点有哪些方面?
轻质高强
相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。因此,在航空、火箭、宇宙飞行器、高压容器以及在其他需要减轻自重的制品应用中,都具有成效。某些环氧FRP的拉伸、弯曲和压缩强度均能达到400Mpa以上。
耐腐蚀
FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。
JIAXU嘉旭企业有齐全的生产检测设备,强大的机械化生产阵容,同时企业始终贯彻以科学技术为先导,加强科技投入,长期与多所高等院校,科研单位合作,充分发挥广大科技人才的智慧,不断吸取,消化国外先进技术,优化产品结构。
淄博玻璃钢梯子间哪家专业

技术性能(主要性能和参数)阻燃性能:酒精喷灯燃烧试验,6根试件的有焰继燃总时间≤30S。6根试件的有无焰续燃总时间≤120S。单位,有焰续燃≤15S。单位,无焰续燃≤60S。抗静电性能:上、下表面电阻平均值≤3×108Ω。耐冲击性能:锤重5kg,高2m自由落下,制品无破损。拉伸强度:≥200MPa。弯曲强度:≥70MPa。外型及安装尺寸、重量。煤矿梯子间用外覆材料属加工定做产品,其外形及加工尺寸根据立井井筒具体设计制做,安装根据设计图纸进行。
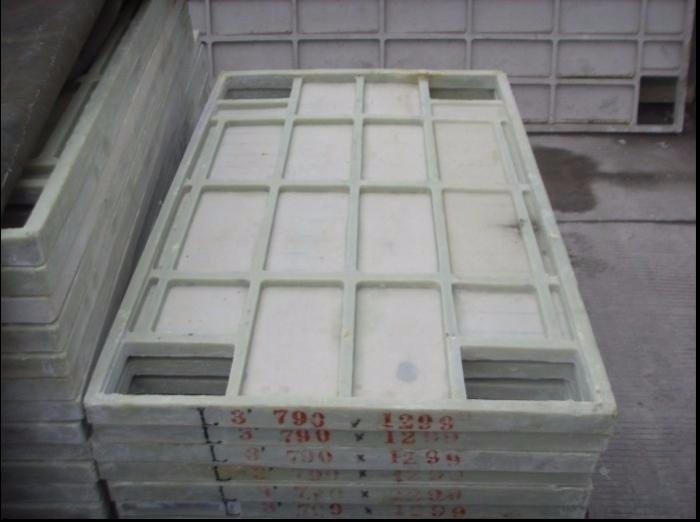
玻璃钢复合材料梯子间装备产品,采用国内的玻璃钢复合材料工艺配方。用整体钢模对压成型,模具设计,产品规格标准,分子聚合密度高,有可靠的质量保证。产品特点:耐腐蚀,耐水、耐酸碱,使用寿命长。立井井筒淋水较大且含有各种酸、碱成份,玻璃钢的耐腐蚀性能有口皆碑,其使用寿命可达30年以上。重量轻,强度高,易安装,节省投资。梯子间比重1.8-2.除主梁、托架、挂钩内衬“钢骨架”外,其余构件均采用矿用玻璃钢专用拉挤型材组装而成,所以重量较轻,从而减少了工程总投资和运输、吊装、安装费用。
淄博玻璃钢梯子间哪家专业

梯子间玻璃钢复合材料的生产工艺:加工制作由设计部门提供加工图纸,第二步根据图纸尺寸规格、数量要求加工钢骨件,第三步将钢件进行化学除锈处理,第四步树脂胶液按规定配比,然后将玻璃纤维纱(布)浸胶,一层层放入涂刷过脱模剂的模具内,当放到模具的1/2处时将经过除锈处理的钢件放入模具,再放玻璃纤维纱(布),然后进行加压处理,室温固化1-2h后减压脱模、边角修整,检验合格成合格品。

