
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等
热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议
查看详情
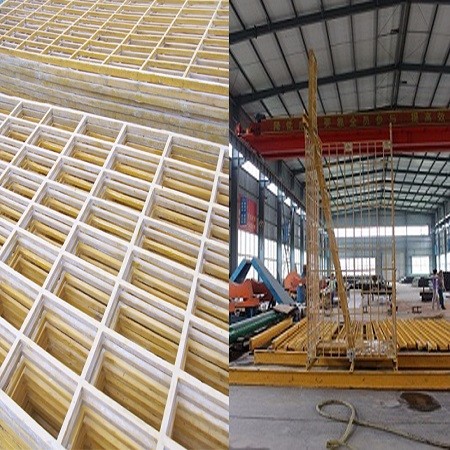
我公司生产的玻璃钢复合材料阶梯设备产品采用国内玻璃钢复合材料工艺配方。整体钢模用于压力成型,模具设计,产品规格标准,高分子聚合密度和可靠的质量保证。垂直轴的玻璃纤维复合材料的轴杆由大梁,小梁,平台,大梁支架,前围栏,侧围栏,梯子,吊钩,吊钩,横梁支架,紧固件等组成。由煤炭设计院设计,结构合理,组合紧密,连接牢固,安全可靠,安装方便。同时,它具有阻燃,抗静电和抗表面腐蚀的优点。这是理想的轴安全设施。
查看详情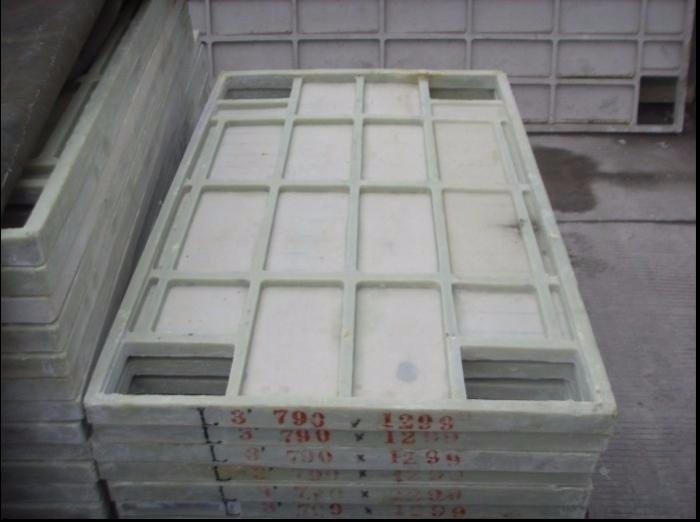
生产工艺:我公司生产的拉剂型玻璃钢梯子间,采用国内的8吨、15吨液压往复式拉挤机,使用乙烯基酯环氧树脂、无碱玻纤纱、多层无碱缝边毡为原料,经过拉剂模具三段式的中温固化,一次性拉剂成型。按图纸下料组接成图纸规定样式,使用环氧树脂粘结牢固及使用销钉固定,进行产品检验,合格后入库待发。。。。。。。。。
查看详情
产品概述:梯子间玻璃钢复合材料,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等优点,节约矿井建设投资,减少服务期间的维修费用。梯子间玻璃钢复合材料及封闭式梯子间玻璃钢复合材料,采用国内的玻璃钢复合材料工艺配方,用模压成型和拉挤成型,模具设计,产品技术于国内同类产品。
查看详情热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议
查看详情
拉挤型玻璃钢梯子间产品特点:拉挤产品的物理机械性能,特别是纵向比强度和比刚度相当突出。拉挤工艺过程为自动控制,产品质量稳定。生产效率高。因工艺中使用8吨以上拉挤机,劣质原料无法使用,保证了产品的质量。可加工任何复杂截面的直线型横截面复合材料型材。产品尺度精度高,表面平掌滑。生产环境卫生环保,劳动强度低;在各种酸、碱性水中有良好的耐腐蚀性及抗老化性;另还有重量轻、分子聚合密度高、安装方便等特点,故而减轻施工强度,延长服务年限(40年以上),节约矿井建设投资,减少服务期间的维修费用。本产品适用于各种立井井筒不
查看详情
拉挤玻璃钢梯子间的基本原理及生产工艺:矿山用井筒装备构件栅栏、梯子、平台等构件,目前大部分采用钢芯边框为骨架外包玻璃钢结构,通过金属模具加压成型,在钢材表面外覆玻璃钢,此产品表面粗糙,钢芯除锈处理不好,易玻钢分离,机械强度远低于拉挤工艺生产的产品,钢材比重大,构件笨重,生产效率不高等弊病,模压玻璃钢梯子间逐渐会被拉剂型玻璃钢梯子间取代。1.主要原材料的选择:为了保证立井梯子间玻璃钢复合材料的产品质量,在选择原材料时必须高标准要求。1.1无碱玻璃纤维纱(布)。我们所选材料作为增强材料,其含碱量为0.5%。
查看详情玻璃钢复合材料梯子间的基本原理及工艺:以前,矿井井筒梯子间均采用金属构件,由于矿井井筒中的淋水、潮湿及淋水中含有的酸碱成分严重腐蚀,金属梯子间一般使用7-8年(腐蚀严重只能使用2-3年),对矿井出口的安全性、可靠性威胁很大。而玻璃钢复合材料梯子间具有强度高、重量轻、耐腐蚀、阻燃、抗静电、是呀寿命长(根据美国W.Wengcnes概念,使用寿命可达40年)等优点,现已广泛应用于矿山井筒。
查看详情
热浸锌的特点:整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很容易均匀的覆盖上。镀锌层的硬度值比钢材还大。上层的纯锌层(Etalayer)只有70DPN硬度,故易受碰撞而凹入,但下层锌钢合金层(Zetalayer)及亚铅层(deltalayer)分别有179及211DPN硬度值比钢材层(Basesteel)的159DPN硬度值还高,故其抗冲击及抗磨耗性均相当良好。3.在边角区,锌层往往比其它地方还厚,且有良好的韧性及抗磨耗性。而其它涂层在此边角处,往往薄不易施工,易受
查看详情
适用予成品前钢丝的酸洗工艺:成品前钢丝,它一般指一道热处理的钢丝.以石灰糊涂层为主的酸洗工艺其工艺流程为。热处理钢丝-→酸洗-→水洗、高压水冲洗-→浸涂油脂石灰糊-→干燥.这种酸洗工艺仍广泛用于普碳钢丝和一般中碳钢丝成品的拉拔。其酸洗方式的方法可以根据自己的需要进行选择。。。。。。。。。。。。。。。
查看详情
