
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等

即使因受很大的机械伤害或其它原因。造成一小部份的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使其不受侵蚀。而其它涂层则刚好相反,锈会马上生成,且迅速漫延至涂层下面,引起涂层剥落。锌层在大气中的消耗是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,且是可预估的。其寿命远超过其它任何涂层。镀层寿命在某一特定的环境下,主要视镀层厚度而定。而镀层厚度又受钢铁厚度而决定,即越厚的钢铁易得较厚的镀层,故同一个钢构中厚的钢铁部位一定也得到较厚的镀层,以保证得到更长的寿命。
查看详情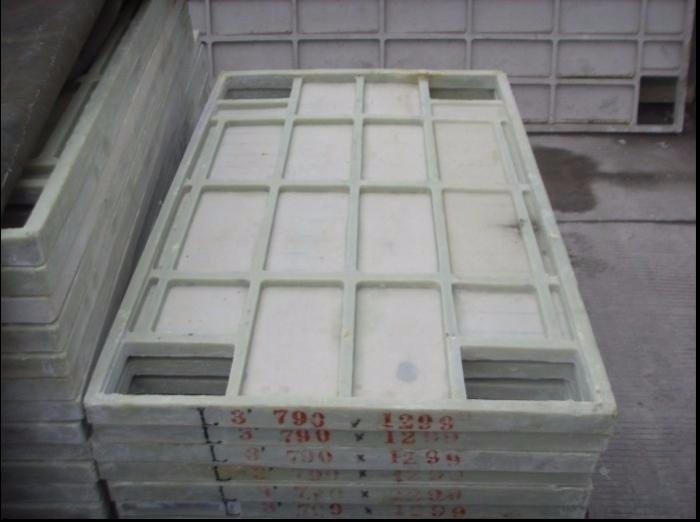
涂层硬度高,耐磨性好,使用寿命长:该涂层坚韧耐磨,具有优异的抗冲击性和抗弯曲性,并与钢管具有附着力,可以有效防止施工和有效使用期间的机械损伤寿命35〜40年。高压轴承:由于以钢管为基准,因此涂塑钢管的机械强度高,对冲击,弯曲等外部冲击具有很强的承载能力,性能优于塑料管。其承压性能也很强。温度范围广:该涂料具有较高的玻璃化转变温度,使用温度范围广,可以保持–30〜100℃之间的性能;方便可靠的连接:本产品完全克服了纯塑料矿井管的连接难题。缺点,法兰,快速接头等可根据需要与原有的地下管线连接,互换性强。施工方
查看详情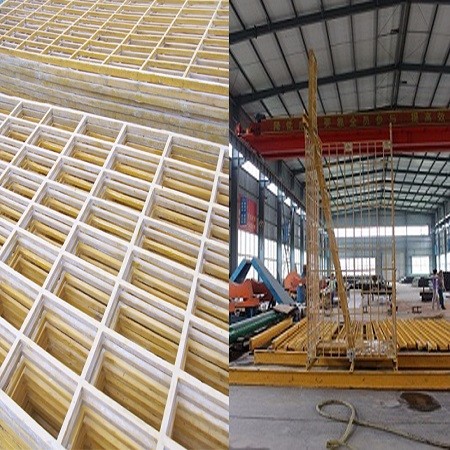
铸锻件毛面、热处理后工件的清理与抛光:喷砂能清理铸锻件、热处理后工件表面的一切污物(如氧化皮、油污等残留物),并将工件表面抛光提高工件的光洁度,起到美化工件的作用。喷砂清理能使工件露出均匀一致的金属本色,使工件外表更美观,达到美化装饰的作用。机加工件毛刺清理与表面美化。喷砂能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次。并且喷砂能在工件表面交界处打出很小的圆角,使工件显得更加美观、更加精密。
查看详情
酸洗方式:适用于线材、半成品拉制的酸洗方法。现以线材为例,叙述几种常用酸洗工艺。至于经过热处理的半成品,一般不另行剥壳去锈即直接进入酸洗。其它操作顺序则与线材相同。以剥壳、上石灰糊为主的酸洗工艺其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→上油脂石灰糊-→干燥。这种工艺过去应用很广,适用于普碳钢丝、结构钢丝、钢芯铝绞线钢丝、一般弹簧钢丝的毛坯和半成品的拉拔。缺点是粉尘多,已有被其它酸洗工艺取代的趋势。
查看详情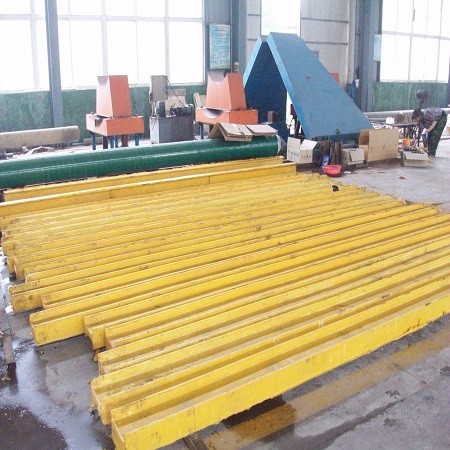
拉挤专用树脂:乙烯基酯环氧阻燃树脂作为粘接材料,具有刚性好、强度高、耐化学性、耐气侯性好等特点。碳素型钢,为增强梯子间组件的钢性,提高弹性模数、增强抗剪切等技术性能,制作产品时预埋不同的型钢(钢板)作为骨架。阻燃剂和抗静电剂,为了解决易燃和静电的问题,制作时加入30%的阻燃剂和5%抗静电剂,使之达到GB16413-2009标准要求。
查看详情
节省钢材及维修费用:梯子间采用矿用玻璃钢专用拉挤型材组装而成,节省了大量钢材,因其耐腐蚀性能更加良好,不需维护、更换,节省了维修费用和因维修而停产所造成的损失,具有良好的社会和经济效益。可设计性好,易形成标准化:立井井筒直径小到3米,大到8米,梯子间层间距4-6米/层,我公司玻璃钢梯子间采用模压型玻璃钢或标准矿用玻璃钢拉挤型材,其中拉挤型玻璃钢可任意切割组装,能适宜于各类井筒。械化成型,生产效率高,产品质量稳定
查看详情平台:该部件是钢一玻璃钢复合制品,是层间距的结合部,梯子的固定依托,人行往返的休息点,并具有防滑性能。牛腿:该部件主要是梯子梁与井壁的连接纽带,是通过锚杆紧密与井壁结合,是整个梯子间的着力点,该部件是钢板成型(或铸钢件)与玻璃钢复合而成。正面栅栏:该部件是梯子间人行道的安全防护网,上、下与大梁连接,宽于侧面栅栏,与侧面栅栏卡连接。四周预埋加固钢芯,中间网格系全玻璃钢制品。侧面栅栏:侧面栅栏大体与正面栅栏相同,其主要连接部位是与上、下小梁相接、窄于正面栅栏,一侧与井壁连接,另一侧与正面栅栏相连接,同样起到安
查看详情
玻璃钢梯子间性能如何?立井玻璃钢复合材料梯子间装备产品,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、抗老化、耐腐蚀、强度高安装方便等特点。相对钢材焊接的同类产品,有超越其服务年限3∽4倍的优点。可直接减少矿井建设投资,减少服务期间的维修费用,具有非常明显的经济效益和社会效益。是目前我国矿井建设广泛推广应用的新型产品。
查看详情
产品概述:梯子间玻璃钢复合材料,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等优点,节约矿井建设投资,减少服务期间的维修费用。梯子间玻璃钢复合材料及封闭式梯子间玻璃钢复合材料,采用国内的玻璃钢复合材料工艺配方,用模压成型和拉挤成型,模具设计,产品技术于国内同类产品。
查看详情
梯子间玻璃钢复合材料的生产工艺:加工制作由设计部门提供加工图纸,第二步根据图纸尺寸规格、数量要求加工钢骨件,第三步将钢件进行化学除锈处理,第四步树脂胶液按规定配比,然后将玻璃纤维纱(布)浸胶,一层层放入涂刷过脱模剂的模具内,当放到模具的1/2处时将经过除锈处理的钢件放入模具,再放玻璃纤维纱(布),然后进行加压处理,室温固化1-2h后减压脱模、边角修整,检验合格成合格品。
查看详情
