
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等

玻璃钢梯子间如何保养、维护及运输贮存?玻璃钢梯子间耐腐蚀性能良好,一般不需保养,维护。如非人为的将梯子间损坏,请及时与我们联系,我公司将派专人带原料现场修补,以达到使用要求。运输前须将各构件分类包装,大件采用角、槽钢或木板组装框架,整齐排放,小件采用木箱包装,各构件须与车体牢牢固定。在运输及装卸过程中不应受到剧烈的撞击、抛掷。贮存厂地应平整,无杂物,堆放不易太高,栅栏、梯子堆放不得超过1.5米为宜。存放时各构件应平整堆放,不得错位,其上部不得压有重物。不得长期露天存放,以防烈日曝晒和受压变形,并且远离火源
查看详情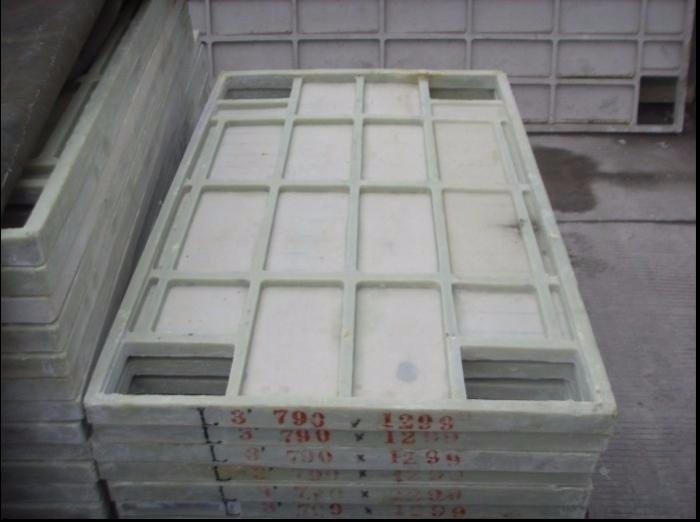
质量保证:我公司建立了完善的质量保证体系,我们对产品做出以下郑重承诺:我们提供的所有产品均为全新未使用过的,出厂前经过严格的检验,保证达到或超过相应国标,所有设备技术成熟可靠。产品的原材料采用质量认证企业的产品,对没有认证的供方将严格执行企业的采购标准。企业产品在ISO9001国际质量体系严格控制下运行,制作过程严格依据国标,行标或企标制作。公司拥有自己的检测中心,超前的检测仪器及设备,专业质检人员把关,做到产品不合格,决不出厂。所有货物均为经过正确安装,合理操作的维护保养,在货物寿命期内运转良好,产
查看详情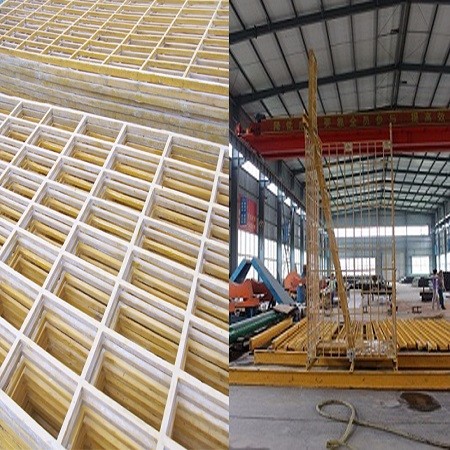
梯子间玻璃钢复合材料的生产工艺:加工制作由设计部门提供加工图纸,第二步根据图纸尺寸规格、数量要求加工钢骨件,第三步将钢件进行化学除锈处理,第四步树脂胶液按规定配比,然后将玻璃纤维纱(布)浸胶,一层层放入涂刷过脱模剂的模具内,当放到模具的1/2处时将经过除锈处理的钢件放入模具,再放玻璃纤维纱(布),然后进行加压处理,室温固化1-2h后减压脱模、边角修整,检验合格成合格品。
查看详情
喷砂工艺简介:玻璃钢梯子间大件产品芯材需要喷砂除锈。喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、砂、海砂)高速喷射到被需处理工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获的一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
查看详情FBE涂层复合梯的特点●阻燃,抗静电:该产品采用环氧树脂矿粉涂料,其抗静电和阻燃成分均匀分布在涂料的表面和内层,适用于易燃地下,易爆场所。●牢固的附着力:在对产品的内表面和外表面进行涂层,粘合和固化后,涂层牢固地附着在管体表面,具有抗冲击性且不会脱落。●耐腐蚀,耐酸碱:具有良好的耐化学药品性和耐溶剂性,可以抵抗传输介质中的H2S,CO2,O2,酸,碱,盐,有机物等物质的化学腐蚀。长期接触腐蚀性物质,例如咸水,海水和土壤微生物产生的各种有机酸;
查看详情
生产工艺:我公司生产的拉剂型玻璃钢梯子间,采用国内的8吨、15吨液压往复式拉挤机,使用乙烯基酯环氧树脂、无碱玻纤纱、多层无碱缝边毡为原料,经过拉剂模具三段式的中温固化,一次性拉剂成型。按图纸下料组接成图纸规定样式,使用环氧树脂粘结牢固及使用销钉固定,进行产品检验,合格后入库待发。。。。。。。。。
查看详情
改善零件的机械性能:机械零件经喷砂后,能在零件表面产生均匀细微的凹凸面(基础图式),使润滑油得到存储,从而使润滑条件改善,并减少噪声提高机械使用寿命。光饰作用:⑴对各种工件表面抛光,使工件表面更美观。使工件达到光滑又不反光要求、即达到一定的表面粗糙度。对于某些特殊用途工件,喷砂可随意实现不同的反光或亚光。如不锈钢工件、木制家具表面亚光化,磨砂玻璃表面的花纹图案,以及布料表面的毛化加工等。
查看详情
托钩:该部件是钢芯经过酸洗、除锈的复合玻璃钢制品,是用于栅栏下端与大梁(或小梁)相连接的钩子。拉钩:该部件是钢芯酸洗除锈,复合玻璃钢制品,是用于栅栏网板上端与大梁(或小梁)相连接的钩子。紧固件:该部件是规格不一的螺栓及非标异型件,主要作用是正面栅栏与侧面栅栏的连接,梯子与平台、小梁的连接,栅栏、钩子、小梁、平台的连接,小梁与牛腿、井壁的连接,钩子与大梁、栅栏的连接,酸洗、钝化、镀锌、防腐处理的金属件。
查看详情
玻璃钢梯子间简介及技术性能接受概述:产品特点:立井玻璃钢复合材料梯子间,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等特点,故而能减轻施工强度,延长服务年限,节约矿进建设投资,减少服务期间的维修费用。本产品适用于各种立井井筒布置的不同大致可分为4m、5m、6m三种(层间距)规格。我公司生产的梯子间玻璃钢复合材料产品及封闭式梯子间玻璃钢复合材料,采用国内的玻璃钢复合材料工艺配方,用整体钢模对压成型,模具设计,产品规格标准,分子聚合密度高,有可靠的质量保证。
查看详情
整理:镀后对工件整理主要是去除表面余锌及锌瘤,用采用热镀锌专用震动器来完成。钝化:目的是提高工件表面抗大气腐蚀性能,减少或延长白锈出现时间,保持镀层具有良好的外观。都用铬酸盐钝化,如Na2Cr2O780~100g/L,硫酸3~4ml/L,但这种钝化液严重影响环境,采用无铬钝化。冷却:一般用水冷,但温度不可过低也不可过高,不低于30℃不高于70℃,检验:镀层外观光亮细致无流挂皱皮现象。厚度检验可用涂层测厚仪,方法较简便。也可通过锌附着量进行换算得到镀层厚度。结合强度可采用弯曲压力机,将样件作90~180°弯
查看详情
