
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等

玻璃钢管道工艺详细说明:(1)准备工序:a、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;b、清理模具。要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护;c、缠聚酯薄膜。为方便管道脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB13950-1992的
查看详情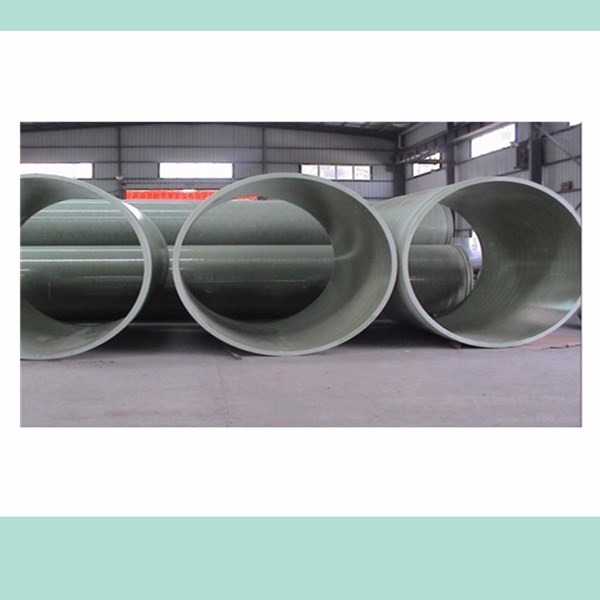
缠绕玻璃钢管道的性能主要表现在以下几个方面:1。耐腐蚀性能好:纤维缠绕玻璃钢管道结构上分内衬层、结构层及外保护层三部分。其中,内衬层树脂含量高,一般在70%以上,其内表面富树脂层树脂含量高达95%左右。内衬所用的树脂,可根据不同的腐蚀环境,可选用不同的防腐树脂,这样便可使玻璃钢管道广泛用于酸、碱、等工作环境中,从而体现出其良好的耐腐蚀性能。2.水力学性能优良:缠绕玻璃钢管道内表面光滑,内壁粗糙度仅为0.01mm,远小于钢管及铸铁管的内壁粗糙度。
查看详情
二、玻璃钢管道制作工艺流程:→玻璃钢模具准备→设备调试、原材料准备→玻璃钢管道内衬制作→远红外固化站内衬固化→玻璃钢管道内衬质量检验→玻璃钢管道增强层缠绕→远红外管道整体固化→玻璃钢管道外观及主要尺寸检验→玻璃钢管道脱模→1.5倍工作压力水压试验及其它标准要求的检测项目→玻璃钢管道包装入库。。。。。
查看详情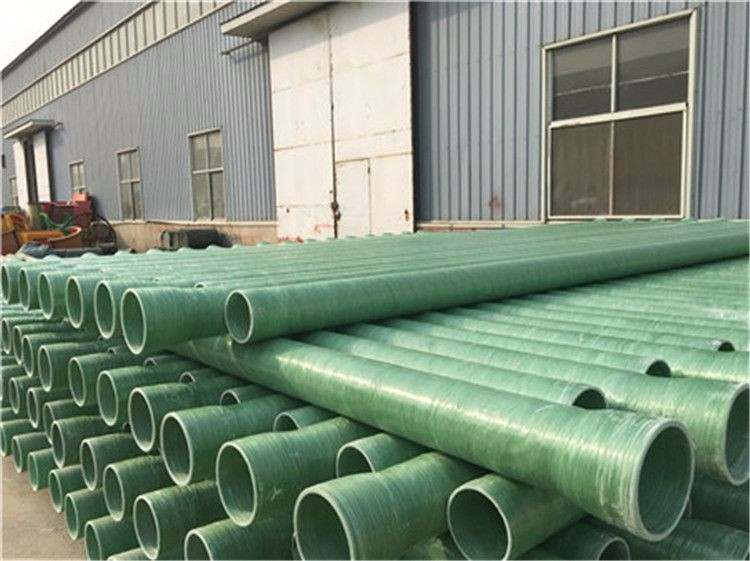
三种工艺玻璃钢管道的特点:定长:连续纤维间歇法多工位低自动化,离心:短切纤维间歇法单工位较高自动化,连续:连续纤维+短切纤维连续法高自动化信息化。。定长缠绕工艺:▶是出现的玻璃钢管道成型工艺,为间歇式生产,其生产线属于半自动化生产设备,单根管道可以达到12m,产品质量的稳定性主要取决于操作工的熟练程度,而且生产效率低。结构承力层为连续纤维,无短切纤维,可以承受较高内压,层间强度低,外压易分层。
查看详情▶生产过程环保性能好:作业环境好、排放少且可控。▶外径系列:由于连续缠绕管道采用外径系列标准而实现方式是采用钢带成型的轮毂内径模具,因此要求管道的壁厚需严格双向控制,壁厚既不能大也不能小,不似其他两种工艺的壁厚要求是单向控制,即壁厚不小于某值即可,这样的壁厚要求也必然对管道的材料投放提出了比其他两种工艺更严苛的要求
查看详情
三种工艺玻璃钢管道的特点:定长:连续纤维间歇法多工位低自动化,离心:短切纤维间歇法单工位较高自动化,连续:连续纤维+短切纤维连续法高自动化信息化。。定长缠绕工艺:▶是出现的玻璃钢管道成型工艺,为间歇式生产,其生产线属于半自动化生产设备,单根管道可以达到12m,产品质量的稳定性主要取决于操作工的熟练程度,而且生产效率低。结构承力层为连续纤维,无短切纤维,可以承受较高内压,层间强度低,外压易分层。
查看详情
玻璃钢储罐在运行期间,仅在设计前提下使用。该产品不能随意改变其使用介质,温度和使用压力。产品的罐壁将承受液体压力,由风荷载和罐体引起的刚性应力。由于重力等各种压力的影响,压力会随着高度的变化而变化。高度越高,压力越小,而底部压力越高。玻璃钢储罐从个人材料的角度来看,与恒定厚度相比,用于逐渐加厚罐壁的材料量减少了30%。罐壁的厚度从顶部到底部增加,并且必须完成罐壁的防渗和弯曲玻璃钢储罐自我的利己性。
查看详情
优点:耐腐蚀,防渗漏,耐候性好;玻璃钢具有特殊的耐腐蚀性。当存储腐蚀性介质时,FRP具有其他材料无法比拟的优越性。有机溶剂;具有优良的机械和物理性能;玻璃纤维缠绕成型可降低纤维的微裂纹率,并达到相同的强度。这种成型方法可使纤维含量高达80%,比强度高于钢,铸铁和塑料。热膨胀系数大致等于钢的热膨胀系数,而导热系数仅为钢的0.5%。使用寿命长,维护成本低!
查看详情
优点:耐腐蚀,防渗漏,耐候性好;玻璃钢具有特殊的耐腐蚀性。当存储腐蚀性介质时,FRP具有其他材料无法比拟的优越性。有机溶剂;具有优良的机械和物理性能;玻璃纤维缠绕成型可降低纤维的微裂纹率,并达到相同的强度。这种成型方法可使纤维含量高达80%,比强度高于钢,铸铁和塑料。热膨胀系数大致等于钢的热膨胀系数,而导热系数仅为钢的0.5%。使用寿命长,维护成本低!
查看详情
FRP管是一种轻质,高强度,耐腐蚀的非金属管。从里到外:FRP内衬,FRP辅助内衬,FRP缠绕层,FRP外部保护层。缠绕层负责管道的强度和刚度,而外部保护层则起到抗老化,抗腐蚀和抗日光的作用。玻璃钢缠绕管道具有优异的耐腐蚀性,并且不会对水和其他介质造成二次污染,并且使用寿命长且重量轻。减少流阻,增加流量和减少能耗是一个不错的选择。与相同规格的钢管相比,使用较小直径的管道输送相同流量的流体可以使流量增加约10%;它不会结垢,也不会长时间降低流速。
查看详情
