
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等
结构特征:拉挤式玻璃钢梯子间由大梁、小梁、牛腿、平台、栅栏、梯子、压钩、挂钩、支座、紧固件等制品件组成,均由煤炭设计院设计,结构合理,综合密切,连接牢固,安全可靠,安装方便,同时具备阻燃、抗静电和表面耐磨等优点,是理想的立井安全设施。主要构件分解说明:A大梁、小梁:为拉剂型工字钢或槽钢,也可是钢材与玻璃钢复合制品,是整个装备受力大的部位,是固定平台连接栅栏板的主要支架,是井筒与梯子间装备连接的主要支撑重点,也是小梁的依附点。B牛腿支座:该部件主要与梯子梁与井壁的连接纽带,是通过锚杆紧密与井壁结合,是整个梯
查看详情
铸锻件毛面、热处理后工件的清理与抛光:喷砂能清理铸锻件、热处理后工件表面的一切污物(如氧化皮、油污等残留物),并将工件表面抛光提高工件的光洁度,起到美化工件的作用。喷砂清理能使工件露出均匀一致的金属本色,使工件外表更美观,达到美化装饰的作用。机加工件毛刺清理与表面美化。喷砂能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次。并且喷砂能在工件表面交界处打出很小的圆角,使工件显得更加美观、更加精密。
查看详情
梯子间使用安全注意事项:安装前首先依据图纸检查各构件是否符合设计要求。检查各构件有无破损现象,如发现破损影响安装使用,须解决问题后再安装。检查各构件的连接孔径,孔距是否符合设计要求。不得用锐器冲刺,划割各构件表面。吊装时使用软质吊装带,以防因吊装损坏各构件。用螺栓连接坚固时,螺孔部位应使用矩形或方形金属镀锌垫片,不得直接与玻璃钢接触。尽是避免抛掷,碰撞。使用过程中避免罐笼吊落重物,以防损坏产品。
查看详情
梯子:主要作用是人行道,上下与平台板相连接,采用钢芯通过特殊焊接处理、酸洗、钝化、除锈,一次性复合玻璃钢而成,斜形脚踏板配有防滑纹。托钩:该部件是钢芯经过酸洗除锈的复合玻璃钢制品,是用于栅栏下端与大梁(或小梁)相连接的钩子。拉钩:该部件是钢芯酸洗除锈,复合玻璃钢制品,是用于栅栏网板上端与大梁(或小梁)相连接的钩子。紧固件:该部件是规格不一的螺栓及非标异型件,主要作用是正面栅栏与侧面栅栏的连接,梯子与平台、小梁的连接,栅栏、钩子、小梁、平台的连接,小梁与牛腿、井壁的连接,钩子与大梁、栅栏的连接,酸洗、钝化、
查看详情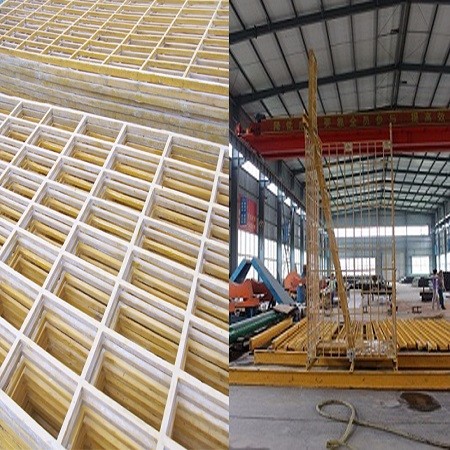
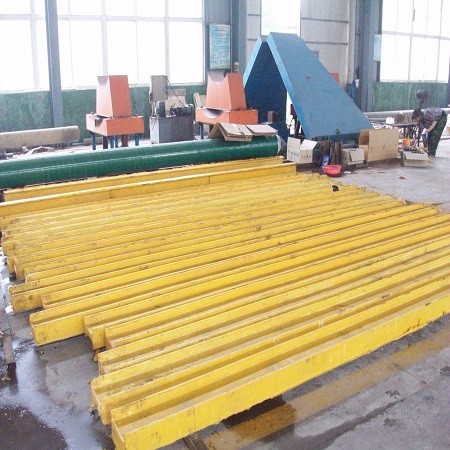
拉剂型玻璃钢梯子间:概述:拉挤玻璃钢梯子间中玻璃钢型材是由玻璃纤维纱、玻璃纤维连续毡等,在拉挤设备的牵引下浸胶后经模具系统加热成型,从而得到表面光洁、强度极高的玻璃钢型材,型材再按图纸切割下料,组接成拉挤式玻璃钢平台、梯子、栅栏等品质轻高强,比传统模压产品外观秀丽、舒适,受到用户、设计及施工单位的亲睐。拉挤玻璃钢产品据有良好的防腐性,所以在具有腐蚀性的环境的工程中是替代钢材的产品,将越来越得到广泛的应用。
查看详情
以剥壳、锈化为主的酸洗工艺--其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。此种拉丝粉尘较少,是目前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。以剥壳、磷化为主的酸洗工艺.工艺流程。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干
查看详情
热浸锌的特点:整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很容易均匀的覆盖上。镀锌层的硬度值比钢材还大。上层的纯锌层(Etalayer)只有70DPN硬度,故易受碰撞而凹入,但下层锌钢合金层(Zetalayer)及亚铅层(deltalayer)分别有179及211DPN硬度值比钢材层(Basesteel)的159DPN硬度值还高,故其抗冲击及抗磨耗性均相当良好。3.在边角区,锌层往往比其它地方还厚,且有良好的韧性及抗磨耗性。而其它涂层在此边角处,往往薄不易施工,易受
查看详情
结构特征:立井梯子间玻璃钢复合材料是由大梁、小梁、平台、牛腿、正面栅栏、侧面栅栏、梯子、压钩、小梁、支座、紧固件等制品件组成,均有煤炭专业设计院设计,结构合理,综合密切,连接牢固,安全可靠,安装方便,同时具备阻燃、抗静电和表面耐磨等有点,是理想的立井安全设施。主要构件分解说明:大梁:是钢芯复合制品,整个设备受力大的部位,是固定平台连接栅栏板的主要支架,是井筒与梯子间装备连接的主要支撑中点,也是小梁的依附点,该部件是采用工字钢或组合型钢,经过酸洗、钝化处理,用玻璃钢防腐层复合而成.小梁:该部件是大梁与井壁的
查看详情
FBE涂层复合梯的特点●阻燃,抗静电:该产品采用环氧树脂矿粉涂料,其抗静电和阻燃成分均匀分布在涂料的表面和内层,适用于易燃地下,易爆场所。●牢固的附着力:在对产品的内表面和外表面进行涂层,粘合和固化后,涂层牢固地附着在管体表面,具有抗冲击性且不会脱落。●耐腐蚀,耐酸碱:具有良好的耐化学药品性和耐溶剂性,可以抵抗传输介质中的H2S,CO2,O2,酸,碱,盐,有机物等物质的化学腐蚀。长期接触腐蚀性物质,例如咸水,海水和土壤微生物产生的各种有机酸;
查看详情
热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议
查看详情
