
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等

技术性能(主要性能和参数)阻燃性能:酒精喷灯燃烧试验,6根试件的有焰继燃总时间≤30S。6根试件的有无焰续燃总时间≤120S。单位,有焰续燃≤15S。单位,无焰续燃≤60S。抗静电性能:上、下表面电阻平均值≤3×108Ω。耐冲击性能:锤重5kg,高2m自由落下,制品无破损。拉伸强度:≥200MPa。弯曲强度:≥70MPa。外型及安装尺寸、重量。煤矿梯子间用外覆材料属加工定做产品,其外形及加工尺寸根据立井井筒具体设计制做,安装根据设计图纸进行。
查看详情
以剥壳、锈化为主的酸洗工艺--其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。此种拉丝粉尘较少,是目前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。以剥壳、磷化为主的酸洗工艺.工艺流程。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干
查看详情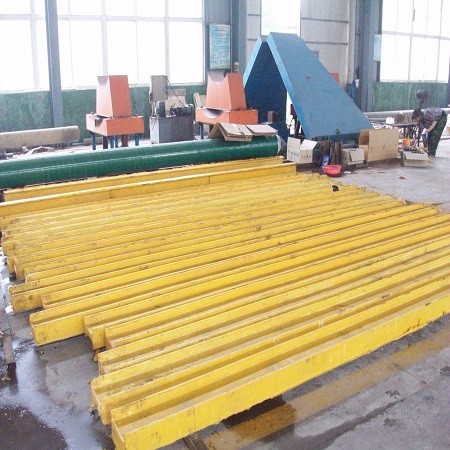
玻璃钢复合材料梯子间装备产品,采用国内的玻璃钢复合材料工艺配方。用整体钢模对压成型,模具设计,产品规格标准,分子聚合密度高,有可靠的质量保证。产品特点:耐腐蚀,耐水、耐酸碱,使用寿命长。立井井筒淋水较大且含有各种酸、碱成份,玻璃钢的耐腐蚀性能有口皆碑,其使用寿命可达30年以上。重量轻,强度高,易安装,节省投资。梯子间比重1.8-2.除主梁、托架、挂钩内衬“钢骨架”外,其余构件均采用矿用玻璃钢专用拉挤型材组装而成,所以重量较轻,从而减少了工程总投资和运输、吊装、安装费用。
查看详情质量保证:我公司建立了完善的质量保证体系,我们对产品做出以下郑重承诺:我们提供的所有产品均为全新未使用过的,出厂前经过严格的检验,保证达到或超过相应国标,所有设备技术成熟可靠。产品的原材料采用质量认证企业的产品,对没有认证的供方将严格执行企业的采购标准。企业产品在ISO9001国际质量体系严格控制下运行,制作过程严格依据国标,行标或企标制作。公司拥有自己的检测中心,超前的检测仪器及设备,专业质检人员把关,做到产品不合格,决不出厂。所有货物均为经过正确安装,合理操作的维护保养,在货物寿命期内运转良好,产
查看详情
梯子:主要作用是人行道,上下与平台板相连接,采用钢芯通过特殊焊接处理、酸洗、钝化、除锈,一次性复合玻璃钢而成,斜形脚踏板配有防滑纹。托钩:该部件是钢芯经过酸洗除锈的复合玻璃钢制品,是用于栅栏下端与大梁(或小梁)相连接的钩子。拉钩:该部件是钢芯酸洗除锈,复合玻璃钢制品,是用于栅栏网板上端与大梁(或小梁)相连接的钩子。紧固件:该部件是规格不一的螺栓及非标异型件,主要作用是正面栅栏与侧面栅栏的连接,梯子与平台、小梁的连接,栅栏、钩子、小梁、平台的连接,小梁与牛腿、井壁的连接,钩子与大梁、栅栏的连接,酸洗、钝化、
查看详情
喷砂工艺与其它清理工艺(如酸洗,工具清理)相比有以下特点:喷砂处理是通用、迅速、效率高的清理方法。喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的。手工打磨可以打出毛面但速度太慢,化学溶剂清理则清理表面过于光滑不利于涂层粘接。喷砂主要有以下应用:工件涂镀、工件粘接前处理。喷砂能把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础图式(即通常所谓的毛面),而且可以通过调换不同粒度的磨料,达到不同程度的粗糙度,大大提高工件与涂料、镀料的结合力。或使粘接件粘接更牢固,质量更好。
查看详情
拉剂型玻璃钢梯子间:概述:拉挤玻璃钢梯子间中玻璃钢型材是由玻璃纤维纱、玻璃纤维连续毡等,在拉挤设备的牵引下浸胶后经模具系统加热成型,从而得到表面光洁、强度极高的玻璃钢型材,型材再按图纸切割下料,组接成拉挤式玻璃钢平台、梯子、栅栏等品质轻高强,比传统模压产品外观秀丽、舒适,受到用户、设计及施工单位的亲睐。拉挤玻璃钢产品据有良好的防腐性,所以在具有腐蚀性的环境的工程中是替代钢材的产品,将越来越得到广泛的应用。
查看详情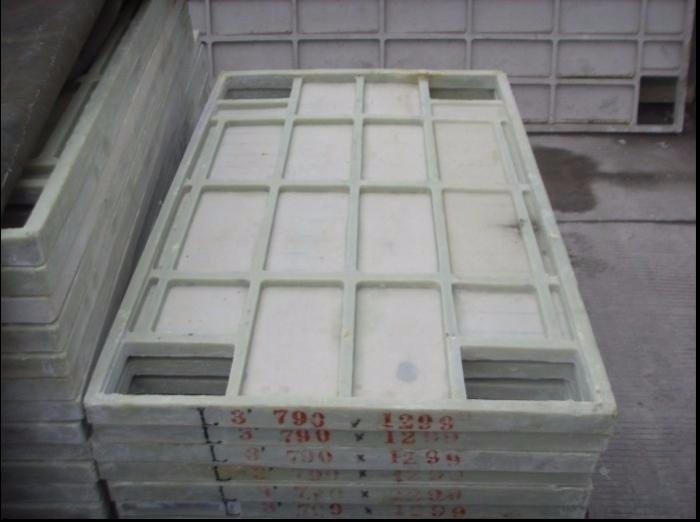
结构特征:拉挤式玻璃钢梯子间由大梁、小梁、牛腿、平台、栅栏、梯子、压钩、挂钩、支座、紧固件等制品件组成,均由煤炭设计院设计,结构合理,综合密切,连接牢固,安全可靠,安装方便,同时具备阻燃、抗静电和表面耐磨等优点,是理想的立井安全设施。主要构件分解说明:A大梁、小梁:为拉剂型工字钢或槽钢,也可是钢材与玻璃钢复合制品,是整个装备受力大的部位,是固定平台连接栅栏板的主要支架,是井筒与梯子间装备连接的主要支撑重点,也是小梁的依附点。B牛腿支座:该部件主要与梯子梁与井壁的连接纽带,是通过锚杆紧密与井壁结合,是整个梯
查看详情
以剥壳、锈化为主的酸洗工艺--其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。此种拉丝粉尘较少,是目前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。以剥壳、磷化为主的酸洗工艺.工艺流程。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干
查看详情
即使因受很大的机械伤害或其它原因。造成一小部份的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使其不受侵蚀。而其它涂层则刚好相反,锈会马上生成,且迅速漫延至涂层下面,引起涂层剥落。锌层在大气中的消耗是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,且是可预估的。其寿命远超过其它任何涂层。镀层寿命在某一特定的环境下,主要视镀层厚度而定。而镀层厚度又受钢铁厚度而决定,即越厚的钢铁易得较厚的镀层,故同一个钢构中厚的钢铁部位一定也得到较厚的镀层,以保证得到更长的寿命。
查看详情
